Effective moisture control is crucial across various industries, from petrochemicals to water treatment, as it ensures operational efficiency, product quality, and safety. Activated alumina, with its exceptional adsorption properties and versatile applications, is widely recognized as a reliable solution for managing moisture in industrial settings. This article delves into how activated alumina works, its advantages, and its broad application in industrial processes.
The Science Behind Activated Alumina
Activated alumina is a highly porous material derived from aluminum oxide (Al₂O₃). Through a specialized activation process, its structure is modified to create an extensive network of micropores. These pores offer an impressive surface area, making activated alumina highly effective in adsorbing moisture. Key characteristics include:
• High Surface Area: Provides maximum adsorption capacity.
• Thermal Resistance: Maintains stability at high temperatures.
• Chemical Stability: Insoluble in water and resistant to acidic and basic environments.
These attributes make it suitable for a wide range of moisture control applications.
How Activated Alumina Controls Moisture
Activated alumina functions through adsorption, where water molecules adhere to its surface and fill its micropores. This process is facilitated by:
1. Microporous Structure: Traps water molecules efficiently, reducing humidity levels in gases and liquids.
2. Regeneration Capability: Activated alumina can be regenerated through heating, enabling multiple usage cycles and reducing overall costs.
3. High Absorption Rate: Quickly captures and retains moisture, even in high-humidity environments.
Advantages of Using Activated Alumina
1. Efficient Moisture Removal:
Activated alumina can adsorb significant amounts of water vapor, ensuring dryness in critical industrial applications.
2. Durability:
Its high crush strength and low abrasion loss make it ideal for long-term use in demanding environments.
3. Wide Temperature Range:
Withstanding temperatures exceeding 800°C, it is suitable for high-temperature processes without losing effectiveness.
4. Customizable Parameters:
Activated alumina can be tailored to meet specific industry requirements, such as pore size, bulk density, and adsorption capacity.
5. Regenerable and Sustainable:
By reheating, it regains its adsorption capacity, reducing waste and operational costs.
Applications in Industrial Processes
1. Gas Drying
Activated alumina is widely used for removing moisture from compressed air and natural gas systems. It prevents hydrate formation and corrosion, ensuring smooth operations and extending equipment lifespan.
2. Water Treatment
It is an effective medium for removing fluoride, arsenic, and other impurities from water. Its use in water treatment ensures compliance with safety and environmental standards.
3. Petrochemical and Refining Industries
Moisture can deactivate catalysts and contaminate products. Activated alumina plays a vital role in moisture removal, maintaining catalyst efficiency and enhancing product quality.
4. Air Separation Units
Cryogenic air separation requires moisture-free air to prevent ice formation. Activated alumina efficiently removes moisture, enabling uninterrupted operations and ensuring gas purity.
5. Transformer Oil Purification
Moisture and acids in transformer oil degrade its insulating properties. Activated alumina adsorbs these impurities, extending the lifespan of transformers.
6. Hydrogen Peroxide Production
Activated alumina is both a desiccant and catalyst carrier in hydrogen peroxide manufacturing, ensuring stable and high-purity production.
7. Chlorine Gas Drying
In chlorine production and handling, activated alumina ensures safe operations by effectively removing moisture, preventing equipment corrosion and unwanted reactions.
Technical Specifications
Activated alumina comes in various grades designed to meet specific industrial needs. Common specifications include:
Parameter Value
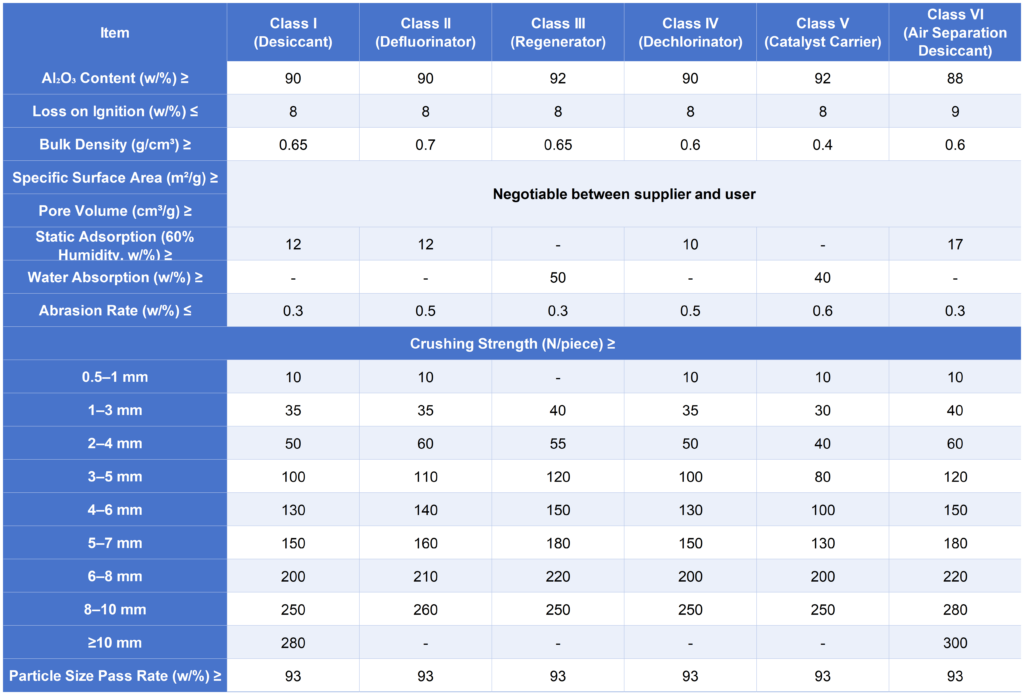
These specifications can be further customized based on application requirements.
Real-World Applications and Benefits
• Petrochemical Refining: Reduces catalyst fouling and ensures high-quality output by maintaining optimal moisture levels.
• Water Treatment Plants: Effectively removes fluoride and arsenic, improving water safety for industrial and municipal use.
• Compressed Air Systems: Prevents corrosion and equipment wear by delivering moisture-free air for pneumatic tools and machinery.
Conclusion
Activated alumina is an essential component in industrial moisture control. Its high adsorption capacity, durability, and regenerable nature make it a cost-effective and environmentally friendly solution for a variety of applications. Whether it’s in gas drying, water purification, or petrochemical processes, activated alumina not only ensures efficient operations but also consistently delivers superior product quality. Moreover, its versatility, durability, and exceptional adsorption capacity make it an indispensable solution across a wide range of industrial applications. Consequently, industries can rely on activated alumina to optimize performance, reduce operational risks, and achieve sustainability goals.
If you’re seeking a reliable solution for industrial moisture control, activated alumina provides proven results. Contact us to learn more about how tailored activated alumina solutions can optimize your operations and meet your specific needs.